Напилення алюмінію, міді, цинку
Технологія напилення металів:
Частинки порошку металу прискорюються потоком гарячого повітря до швидкостей 400-700 м/с і прямують на деталь. Частинки стикаються з деталлю та закріплюються на ній, формуючи суцільне покриття.
Переваги напилення:
- Відсутні високі температури, здійснюється незначний тепловий вплив на виріб, що покривається. Температура в області покриття не піднімається вище 100-150°С.
- Ремонтовану деталь неможливо зіпсувати (розплавити або пропалити, як при зварюванні).
- Повністю відсутня деформація.
- При нанесенні покриття обробляється локальна ділянка поверхні з чіткими межами.
- Покриття можна нанести на будь-який вид металу або сплаву, камінь, скло.
- Щільне з'єднання покриття з основою, без зазорів та порожнин.
- Товщина може бути будь-якою (від мікрон до кількох сантиметрів).
Властивості покриттів
- Висока адгезія (30-80 МПа).
- Низька пористість (3-7%).
- Міцність на розрив 5-10 кгс/мм.
- Шорсткість R2 = 20-40, що забезпечує високу міцність.
- Закріплення лакофарбових матеріалів.
Ремонт деталей автомобіля методом напилення:
- герметизація протікань, відновлення розмірів, усунення вогнищ корозії;
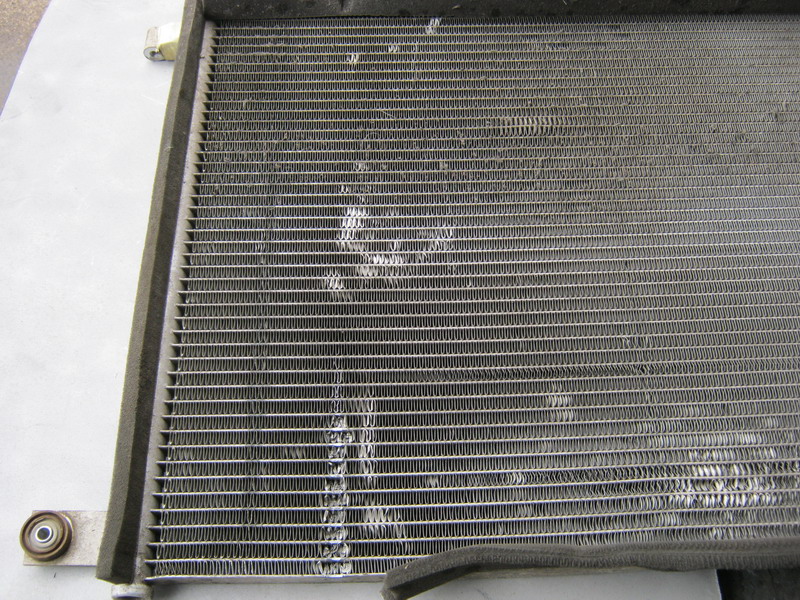
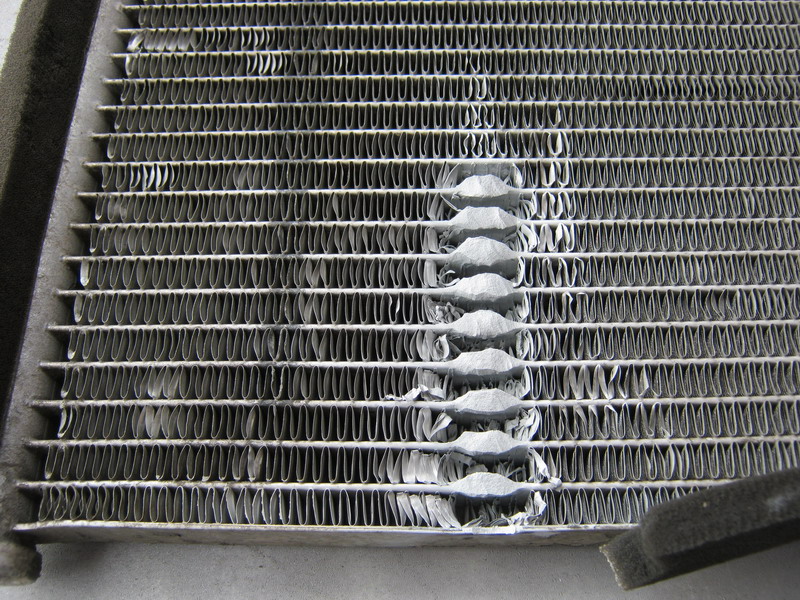
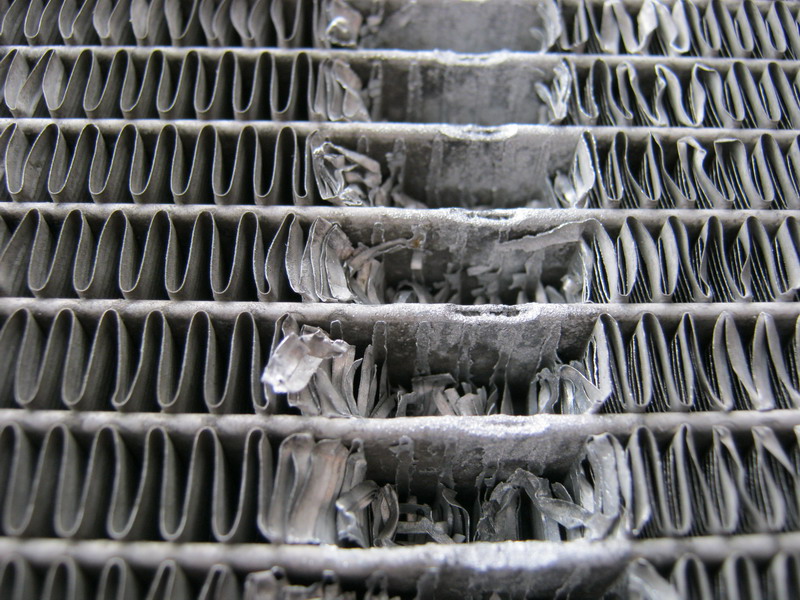
- ремонт протікань в алюмінієвих радіаторах, кондиціонерах, інтеркулерах, випарниках, паливних баках;
- ремонт тріщин, раковин, протікань, прогарів у головках, блоках циліндрів;
- відновлення розмірів місць під підшипники, ліжок колінчастих і розподільчих валів.
Антикорозійна обробка
- видалення вогнищ іржі піскоструминною обробкою з наступним напиленням цинку або алюмінію;
- покриття цинком зварних швів, ділянок кузова, точок від 0,5 см без зняття деталей з автомобіля;
- напилення мідних контактних поверхонь.
Використовувана нами технологія є унікальною. Вона незамінна при неможливості застосувати аргонове зварювання. Наприклад, тонкі стільники радіаторів. Покриття, що напилюється, не відшаровується, стійке до перепадів температур.
Зразки деталей, що ремонтуються